大家好!
我想用发那科机器人模拟激光/等离子切割,但不知道是否可行以及如何操作。
我希望机器人能在金属板上切割一些孔洞或其他几何形状,并让被切割的部分掉落或消失。
我想模拟的效果类似于这样,或者甚至这样。有谁能告诉我这是如何实现的吗?
我目前使用的是visual Components专业版OLP 4.10。
谢谢大家!
大家好!
我想用发那科机器人模拟激光/等离子切割,但不知道是否可行以及如何操作。
我希望机器人能在金属板上切割一些孔洞或其他几何形状,并让被切割的部分掉落或消失。
我想模拟的效果类似于这样,或者甚至这样。有谁能告诉我这是如何实现的吗?
我目前使用的是visual Components专业版OLP 4.10。
谢谢大家!
像这样吗?
可以上传VC文件供学习吗?谢谢。
请问视频中的效果是如何实现的?
那会很有帮助!
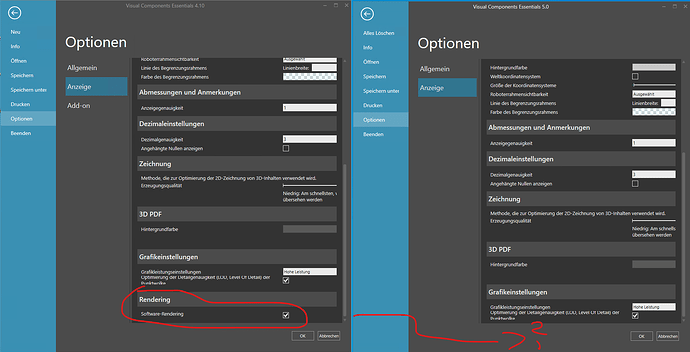
使用布尔特征
是的!类似这样的
你好。
过去我在论坛里讨论过这个问题。为了实现实时的切割效果,目前大多数做法是持续对一个大型组件执行布尔减法操作。这在一定程度上是有效的,但必须面对的一个问题是,这可能导致三角面变得混乱,并出现一些无法修复的孔洞(正如在ease的视频中所见,模型特征变得不再稳定)。如果你不介意这一点,可以用这种方法做个演示。实际上,我们当时讨论过,或许更好的做法是通过一种算法将模型像素化,并以移除小模型的方式处理,而不是直接对大模型进行操作,但这对于整个模拟环境来说是另一个挑战。
所以,如果只是为了示意目的,我的建议是使用替换组件的方法。
这是一个很好的问题。是的,激光切割在加工更复杂的形状时确实会变慢,但这种“迟缓”并非机器本身固有的问题,而是一种有意为之、经过计算的过程,目的是为了确保质量、精度和安全性。以下是原因的详细分析以及所涉及的方法。
转弯和方向改变:这是最主要的原因。激光头具有质量和动量。在切割直线时,它可以以其最大编程速度移动。然而,在急转弯或复杂曲线处,机器必须:
在弯道前减速以避免过冲。
改变方向(X轴和Y轴必须精确协调)。
在弯道后加速回到切割速度。
这个加速/减速过程需要时间。具有许多急转弯的形状(例如细齿齿轮或复杂的蕾丝图案)在加减速上花费的时间将多于在匀速切割上花费的时间。
保持切割质量:
切缝和热量:如果激光以最高速度绕一个小圆移动,热量输入会不均匀。减速可以让热量更一致地散发,防止变形、熔化或质量不佳的切割(例如,圆角而不是尖角)。
穿孔时间:对于内部特征(零件内部的孔、切口),激光必须先从静止状态“穿透”材料。这种穿孔操作总是在降低功率或速度的情况下进行,以避免过度飞溅,并且每个内部形状都有固定的时间消耗。
优化精度:对于非常精细的细节(小字体、微孔),激光光斑大小本身就成为限制因素。慢速移动可确保光束精确遵循矢量路径,防止模糊或细节丢失。
操作员不会为每个弯道手动减慢机器速度。整个过程通过软件在两个主要阶段进行管理:
1. 设计(CAD – 计算机辅助设计):
复杂形状以矢量文件(例如 .DXF、.AI、.SVG)的形式创建。干净、设计良好的几何形状(更少的不必要节点)可以使下一步更高效。
2. 刀具路径生成(CAM – 计算机辅助制造):
这就是处理复杂形状的“方法”的实施之处。CAM 软件(通常内置于激光切割机的驱动器中,如 LightBurn、RDWorks 或专有软件)获取矢量形状并生成机器指令(G代码)。这里的关键设置直接影响到减速:
切割速度:直线切割的基础速度。
拐角速度/拐角功率:这是最关键设置。操作员可以设置一个特定的拐角较慢速度。例如:以 100 毫米/秒的速度切割直线,但对于任何方向变化大于 90 度的拐角,自动减速至 40 毫米/秒。有些软件还会在拐角处略微降低激光功率以防止烧灼。
加速度和加加速度设置:这些是在控制器中设置的机器物理参数。更高的加速度允许机头在拐角后更快地恢复到全速,从而减少总时间。然而,设置过高可能导致抖动、振动和切割质量下降。调整这些参数是速度与精度之间的平衡。
路径优化(排样和排序):虽然这并不影响单个形状周围的切割速度,但软件会优化切割顺序并安排多个零件在板材上的布局(排样),以尽量减少总移动距离和穿孔次数,使整个作业更高效。
操作员在切割复杂形状时总是在速度和质量之间进行权衡。该方法包括:
从推荐的材料设置(速度、功率、频率)开始。
对复杂形状进行试切。
检查结果——尖角是否尖锐?背面是否有过多的熔渣(熔融残留物)?薄材料是否变形?
迭代调整:如果质量差,他们会降低拐角速度或整体切割速度。如果切割干净但速度太慢,他们可能会增加加速度或略微提高拐角速度,然后再次测试。
总结:这种感知到的“迟缓”是一种受控的、由软件管理的减速,旨在保持精度并防止机器的物理限制损害切割质量。该方法围绕智能的 CAM 软件设置——主要是拐角速度和加速度——并根据特定材料和几何形状的复杂性进行调整。 感谢提问!这是深入了解激光切割实际应用的一个很好的见解
远程桌面支持 一般问题 amlandis3 2021年6月11日 上午4:341 为什么我们不能在Visual Components中使用远程桌面?...
2026-04-21visual Component General Questions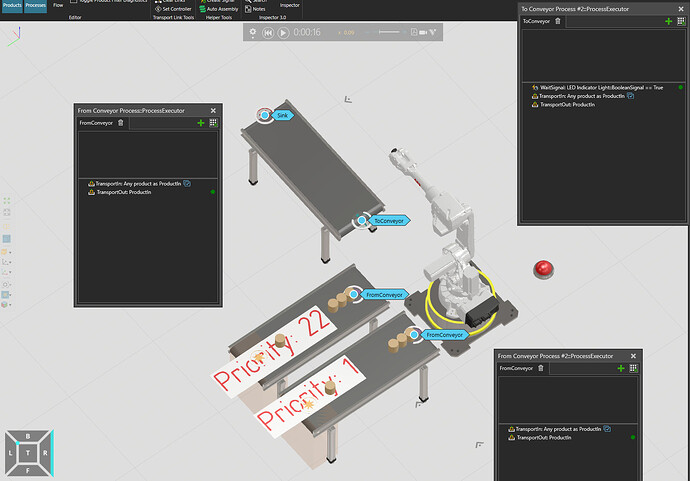
hans 2026年4月10日 上午7:211 关于进程转换的问题优先级。请看以下案例:...
2026-04-21visual Component Process Modeling
PartCreator 扩展与Python插件...
2026-04-21visual Component Extensions and Python Add-ons
jurel 2025年11月5日 上午8:171 你好, 我还有一个...
2026-04-21visual Component .Net Add-on Programming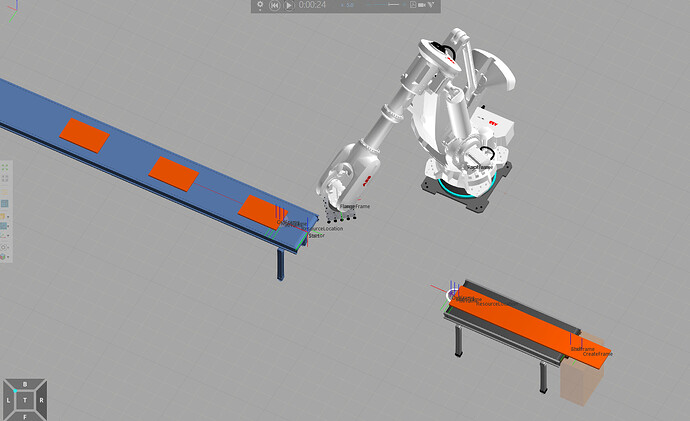
RaycastSensor 无法正常工作的常见原因及解决方案 1. 配置问题 传感器未启用:确保在代码或配置文件...
2026-04-21visual Component Process Modeling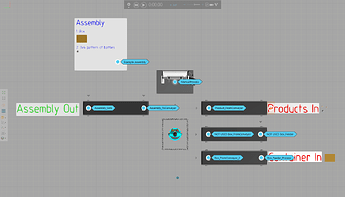
在手动流程中将产品装入容器作为装配 流程建模 中...
2026-04-21visual Component Process Modeling
我想请教一下,在VC5.0中如何使用MBD自动生成焊接程序。...
2026-04-21visual Component Robot Programming
汉斯 2026年3月24日,下午2:301 我已在通用传送带上添加此脚本,用于监听产品被添加到传送带路径...
2026-04-21visual Component Python Programming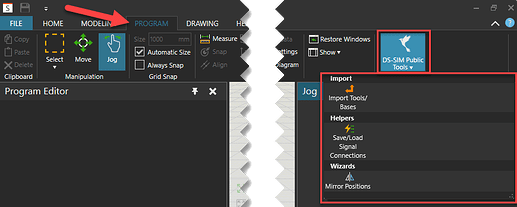
mastu 2023年5月10日,下午2:261 如果您在 KUKA.Sim(插件)或 KUKA OLP...
2026-04-21visual Component Extensions and Python Add-ons
上网淘巴领天猫淘宝优惠券,一年省好几千。
广告 ×您是本站第1486227名访客 今日有0篇新文章/评论

 微信扫一扫,打赏作者吧~
微信扫一扫,打赏作者吧~